乌鲁木齐耐切割输送带厂家
发布时间:2023-08-23 02:17:48
乌鲁木齐耐切割输送带厂家
那么怎样减少输送带使用过程中的损伤?下面输送带生产厂家就给大家详细介绍一下。1、要防止输送带遭受较大冲击。运输系统漏煤斗设计落差太大、对煤流导向不合理、系统存在较多大块物料,均可使输送带受到冲击,在带面形成较多的凹坑,损伤胶面。2、防止接触高温物料。当尼龙输送带运送锅炉房脏渣煤时,未冷却彻底的高温脏渣煤使得输送带覆盖胶熔化,加剧了带面的非正常磨损。另外由于电焊、气割作业时产生的火花、熔渣也可对带面覆盖胶造成损坏。3、输送带的质量。尼龙输送带在制造过程中,因胶料的粘着力不足、工艺存在缺陷或某道制造工序把关不严,摩擦力的反作用力使得覆盖胶逐渐剥离,严重时产生带面覆盖胶的撕扯。
乌鲁木齐耐切割输送带厂家
耐高温输送带是在高温环境下使用的特殊输送带,能够承受高温下的强烈压力和磨损,同时保持稳定的性能和寿命。根据不同的材料和结构,耐高温输送带可以分为多种类型,每种类型都有其独特的优缺点。硅胶高温输送带,硅胶高温输送带是一种以硅橡胶为材料的输送带。硅胶具有极高的耐热性和耐寒性,能承受长期高温高压条件下的使用。此外,硅胶高温输送带还具有优异的抗老化性、化学稳定性和物理稳定性,使用寿命长。但硅胶高温输送带价格高,既定但不存在味道。聚四氟乙烯高温输送带,聚四氟乙烯高温输送带是一种以聚四氟乙烯为材料的输送带。聚四氟乙烯具有极强的耐温性,能够承受高温环境中的化学腐蚀和摩擦,使用寿命长。此外,聚四氟乙烯高温输送带还具有极好的自润滑性和非粘性,不会沾附污染物,易于清洗。但聚四氟乙烯高温输送带成本高,对于超过一定温度的使用条件,仍然存在膨胀和变形的问题。

乌鲁木齐耐切割输送带厂家
做好耐热输送带的保养工作对于提高耐热输送带的使用效率以及使用寿命有重要的作用,能够更好的为我们工作,做好耐热输送带保养工作,方便你我他。耐热输送带的选用小妙招。耐热保送带是由多层橡胶棉帆布复(涤棉布)或者聚酯帆布上下覆有耐高温或耐热橡胶、经高温硫化粘合在一同,合适保送175℃以下热焦碳、水泥、熔渣和热铸件等。选择合适的带子不只取决于热应变,也决议于化学的机械的应力;制所保送物料的温度与带子的百外表温度依据物料的组成、性质、外表构造外形及粒度的变化而变化,如当大块物料温度度为150℃(焦炭或烧结矿石)且与带子接触面积比拟小时,胶带外表温度可坚持在60~80℃。可是当保送水泥粉料时,物料温度与带外表温度的相差就很少。耐热带的寿命受胶带外表温度的影响相当凶猛,并影响到盖胶掉块、带芯脱层,因而,中选择胶带时,思索胶带外表温度很重要,还有环境温度,带子返回时能否充沛冷却;带速与中心知间隔等都是值得留意的;较厚的盖胶是确保带子有较短命命的重要条件,我们倡议织物芯耐热带的盖胶厚度。

乌鲁木齐耐切割输送带厂家
输送带磨损时如何处理?在生产过程中,要提高生产效率,防止输送带磨损,减少高温输送带的更换频率,确保输送带生产在正常范围内运行,为了减少高温输送带在运行过程中的磨损。1. 优化了耐高温输送带的硫化接头工艺和局部热硫化工艺:局部热硫化技术主要应用于输送带的小面积硫化磨损。热硫化虽然能有效地恢复耐高温输送带的运行性能,但修复需要大量的人力物力,时间也很长,因此在应用该技术时,应根据现场实际情况进行选择。2. 局部冷硫化工艺优化:局部冷硫化主要是对磨损部位进行抛光处理。经过磨削处理后,将冷处理后的硫化胶涂在表面位置,能有效地恢复耐高温输送带的性能。使用冷硫化胶后,需要静置12小时才能使用。然而,实验表明,虽然这种效果是有效的,但加工位置的质量相对较差。3. 还有局部冷粘接修复技术和喷涂修复方法。这两种方法操作相对简单,但后一种修复技术主要适用于连续件的局部磨损问题。该技术采用特殊的弹性体喷涂技术,将两种液体混合后用专业设备喷涂在高温输送带表面。可根据磨损程度测量厚度,形成耐磨层。

乌鲁木齐耐切割输送带厂家
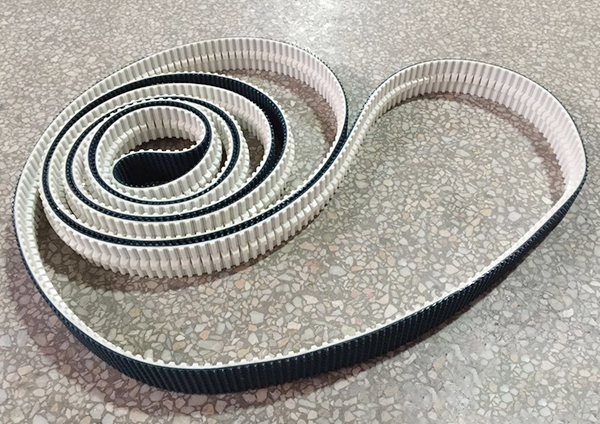
耐高温输送带用途,主要用于冶金、建筑等行业,输送烧结矿、焦炭、水泥熟料等高温物料,物料温度不超过800℃,带面温度不超过220℃的条件下使用。 特性:采用三元乙丙橡胶为覆盖层,主要是根据耐热带破损以至丧失输送能力的主要表现和不同的耐热级别。骨架材料采用国内专用的耐高温帆布,独特的配方设计,解决了因乙丙橡胶饱和度高、粘合性差、层间附着力低的关健问题。具有带体轻、寿命长(约2-4倍)、耐热性能好的特点。耐高温输送带物理性能,执行《输送带具有橡胶或塑料覆盖层的普通用途织物芯输送带》标准, 本标准采用了国际标准草案ISO/FDIS14890-1999标准。尼龙输送带其中间夹层帆布为尼龙帆布。 尼龙(NN)输送带具有带体薄、强力高、耐冲击,成槽性好,层间粘合力大,屈挠性优异及使用寿命长等特点,适用于中长距离,较高载量,高速条件下输送物料,广泛用于矿山、煤场、化工、冶金、建筑、港口等部门。
乌鲁木齐耐切割输送带厂家
但由于种种原因,输送带跑偏又是使用中较常出现的问题。这里简单分析一下其原因及排除方法:1.输送带出现延展,需要张紧。2.输送带两侧张紧未调平蘅,需要重新调校。注意,调校时只能点动输送带并及时观察调整效果,防止带侧在机架上挤死损坏带边及带卡死。如果真卡死了,就得把张紧全部松开,人工扳带到中间位置。3.输送带带卡松动或脱落,需要更换。4.V型托辊边支架受意外撞击移位,需要重新调校。如选用固定支架的输送机,则无此可能,但固定支架不能进行输送带局部跑偏的修正。5.机架受以外严重撞击变形。此故障不易发生,一旦发生,就需要对输送带进行整体重新调正。6.输送带严重磨损需要更换。