哈尔滨耐切割输送带厂家供应
发布时间:2024-06-08 01:49:38
哈尔滨耐切割输送带厂家供应
输送带厂家浅谈影响输送带寿命的几个因素。输送带在我们日常日子中是相同很常见的输送器材了,我们在购买输送带后,有些客户的输送带能用好几年,可是有些客户的输送带或许几个月就呈现开裂脱皮。就这个问题输送带厂家来为我们讲讲影响输送带寿数的几个因素。首先,关键的因素便是原材料的质量不过关,即使工厂工艺如何好都是做无用功,所以原材料质量是影响输送带寿数的原因。其次便是设计的合理性。比方说滚筒的直径过于小,输送带在绕过滚筒时发生的弯曲应力就会变大,从而引起带芯疲软影响到寿数。然后便是安装的方法也会直接影响设备运行和输送带的寿数。所以我们在安装时应该满意去确保输送机的纵向中心线有良好的直线性,以及和头尾机架中心线有良好的对中性;保持滚筒轴线的水平度和输送机纵向中心线笔直。

哈尔滨耐切割输送带厂家供应
输送带磨损时如何处理?在生产过程中,要提高生产效率,防止输送带磨损,减少高温输送带的更换频率,确保输送带生产在正常范围内运行,为了减少高温输送带在运行过程中的磨损。1. 优化了耐高温输送带的硫化接头工艺和局部热硫化工艺:局部热硫化技术主要应用于输送带的小面积硫化磨损。热硫化虽然能有效地恢复耐高温输送带的运行性能,但修复需要大量的人力物力,时间也很长,因此在应用该技术时,应根据现场实际情况进行选择。2. 局部冷硫化工艺优化:局部冷硫化主要是对磨损部位进行抛光处理。经过磨削处理后,将冷处理后的硫化胶涂在表面位置,能有效地恢复耐高温输送带的性能。使用冷硫化胶后,需要静置12小时才能使用。然而,实验表明,虽然这种效果是有效的,但加工位置的质量相对较差。3. 还有局部冷粘接修复技术和喷涂修复方法。这两种方法操作相对简单,但后一种修复技术主要适用于连续件的局部磨损问题。该技术采用特殊的弹性体喷涂技术,将两种液体混合后用专业设备喷涂在高温输送带表面。可根据磨损程度测量厚度,形成耐磨层。
哈尔滨耐切割输送带厂家供应
耐高温输送带使用过程中掉皮主要是因为覆盖层与芯体之间粘和强力低,造成二者之间粘和强力低的主要原因有以下几种:1. 芯糊塑化后经过改向辊时粘上了脏东西。2. 芯糊过塑不能与面糊很好的结合。3. 芯糊中增塑剂析出降低了芯面之间的粘和强度。易碎的物料同样也会限制带速。当耐高温输送带和输送的物料通过托辊时,粉末状的物料要采用足够低的带速输送。较低的带速可以使易碎物料在装料和卸料点处不会发生跳动碎裂。重的边缘锋利的物料在应该采用中等带速输送。因为边缘会过度磨损输送带表层,特别是当装料速度在输送方向明显低于输送带的速度的时候。增大带速可以降低带宽和输送带张力。但是带来上述益处的同时,也需要权衡可能带来的输送带磨损、物料跳动、气流阻力、承载托辊大块冲击等的加剧和输送带所有零部件寿命的降低等缺点。
哈尔滨耐切割输送带厂家供应
耐热输送带和普通输送带在选型上有着本质上的区别。耐热输送带传动滚筒直径与布层的关系、传动滚筒、改向滚筒的配套以及对托辊槽角的要求应根据运输机的设计规定,合理选取。 给料方向应顺输送带的运行方向,为减小物料下落时对输送带的冲击应采溜槽,减小物料落差距离;输送带受料段,应缩短托辊间距和采用缓冲托辊为漏料,输送带顺应采用柔软适度的挡料板,以免档料板太硬,刮破输送带的带面。防止输送带负荷启动。输送带发生跑偏,应及时采取措施纠正。不同类型、规格层数的输送带不宜接在一起使用,其接头要好采用胶接法。输送带的类型、结构、规格、层数应根据使用条件合理选用。输送带运行速度一般不宜大于2.5m/s,块度大,磨损性大的物料和使用固定梨的卸料装置应尽量采用低速。输送机在使用时,如有托辊缺少,应及时添加及修好;托辊被物料覆盖,造成回转不灵,防止漏料卡于滚筒与胶带之间,注意输送带活动部分的润滑,但不得油污输送带。避免耐热输送带遭受机架,支柱或块状物料的阻滞,防止碰破扯裂,发现输送带局部破损时,应用人造棉及时修补,以免扩大。
哈尔滨耐切割输送带厂家供应
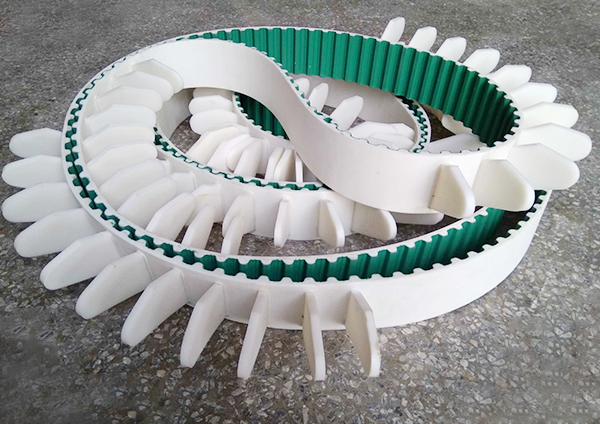
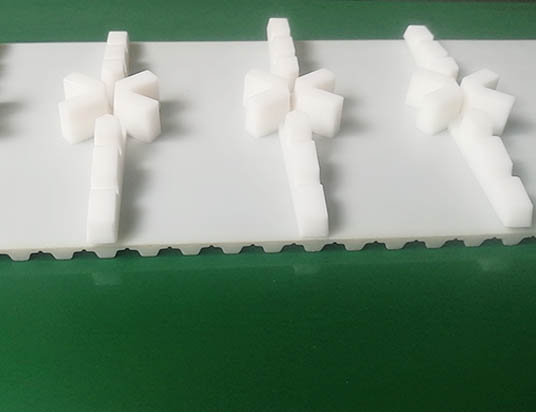
同步输送带是一种特殊的输送带,它的工作原理是通过同步带传动机构控制输送带的运动,以实现精确的位置控制和高效的运输。同步输送带的传动机构采用了传动比例精确的同步带以及相应的传动机构,让输送带在运行时能够保持同步性,从而实现精确的位置控制。在实际应用中,同步输送带多用于需要精确定位和控制运动的场合,如电子产品生产线、食品加工生产线等。同步输送带有许多优点,具有非常高的可靠性和精度。同步传动机构可以准确传递运动轴传递的力矩,使得输送带的运动具有高度的稳定性和精度。同时,这种传动机构的结构简单,维护和维修都比较容易,且噪声小,寿命长。