乌鲁木齐食品输送带工业皮带
发布时间:2023-12-13 02:11:22
乌鲁木齐食品输送带工业皮带
输送带厂家浅谈影响输送带寿命的几个因素。输送带在我们日常日子中是相同很常见的输送器材了,我们在购买输送带后,有些客户的输送带能用好几年,可是有些客户的输送带或许几个月就呈现开裂脱皮。就这个问题输送带厂家来为我们讲讲影响输送带寿数的几个因素。首先,关键的因素便是原材料的质量不过关,即使工厂工艺如何好都是做无用功,所以原材料质量是影响输送带寿数的原因。其次便是设计的合理性。比方说滚筒的直径过于小,输送带在绕过滚筒时发生的弯曲应力就会变大,从而引起带芯疲软影响到寿数。然后便是安装的方法也会直接影响设备运行和输送带的寿数。所以我们在安装时应该满意去确保输送机的纵向中心线有良好的直线性,以及和头尾机架中心线有良好的对中性;保持滚筒轴线的水平度和输送机纵向中心线笔直。

乌鲁木齐食品输送带工业皮带
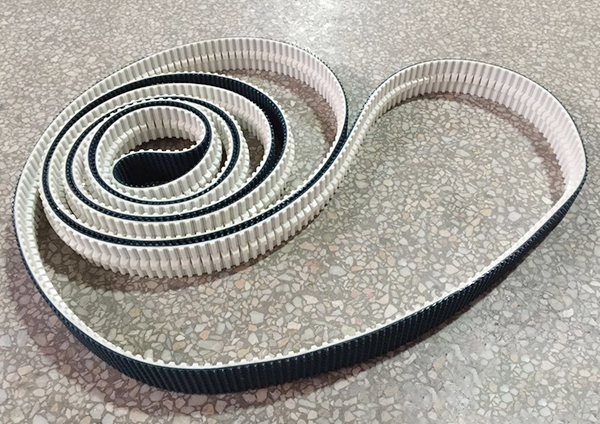
花纹输送带的用途和特征。花纹输送带是有带体和花纹部分组成,由于运输的物料不同和输送机倾角大小,要求花纹的形状和高低深浅不同。一、形状和特征。输送带面上有高于带体的“人”字形花纹,花纹可以是开口的,也可是封闭的,每一种花纹又可分文高中低三种。 二、用途:使用于小于等于40度倾斜角的粉状、颗粒状、小块物料输送,也可输送包装袋物料。输送带存放时应遵守以下准则:1、存放仓库温度、湿度要适合,一般要求温度在18~40℃之间,相对湿度在50~80之间。2、耐热耐高温输送带存放时应该成卷存放,不可折叠存放,存放期间应按季节定时动。3、仓库存放时避免阳光直射,避免与酸碱、有机溶剂等物质接触,距离发电装置一定距离,因为发电装置工作时会制造臭氧,会对输送带产生腐蚀,使耐热耐高温输送带老化。

乌鲁木齐食品输送带工业皮带
什么是特殊输送带,特殊输送带是运行在一些行业比较特殊的生产线上,比如温度要求、硬度要求、酸碱腐蚀性要求等。今天输送带小编就市面上常见的特殊输送带为大家做个简单介绍。1、特殊输送带之耐热输送带。特点:在热物料的作用下具有较高的热强度,工作面覆盖胶受热后老化速度慢且不易产生龟裂,输送带受热后不易产生扭曲变形和鼓泡分层,输送带允许的使用温度高于普通用途输送带,属于特殊要求类的输送带。用途:适用于输送耐热温度下的热焦炭、烧结物料、水泥、化肥和热铸件等。2、特殊输送带耐寒输送带。特点:可承受—40℃以上的低温,属于特殊要求类的输送带。用途:适宜于严寒地区露天使用。地区:一般东北地区用的比较多,因为低温天气

乌鲁木齐食品输送带工业皮带
一般的机械接头,输送带接头强度较低,只能达到带体强度的40%~50%,而冷胶则稍微好一点,接头强度能达到60%~70%,要是热熔接头,接头强度能达到80%~90%。输送带接头开裂原因总结:1. 输送带运输货物过重,因适当减少货物。2. 接头部位的强度比较低,如果胶接方法不正确,接头的强度就会更加低。3. 调节输送机不当,造成输送带接头拉断。4. 输送带如果不采用封口胶、或胶接头的方向错误时,接头部位容易出现开裂。输送带是工业皮带比较常用的输送带,使用输送带工作的工厂也是比较多的,输送带每天每夜着不停工作,在工作时间久后也是会出现一些异常问题,比如磨损,破裂等等,不过在轻微破裂和磨损进行修补后,还是可以继续使用的,如果不及时修补,可能会让破损的地方容易扩大,久而久之就会让该条输送带不能使用,这样又得重新购买,会浪费时间和金钱,所以在输送带接头出现撕裂时,要及时修补。
乌鲁木齐食品输送带工业皮带
同步输送带是一种特殊的输送带,它的工作原理是通过同步带传动机构控制输送带的运动,以实现精确的位置控制和高效的运输。同步输送带的传动机构采用了传动比例精确的同步带以及相应的传动机构,让输送带在运行时能够保持同步性,从而实现精确的位置控制。在实际应用中,同步输送带多用于需要精确定位和控制运动的场合,如电子产品生产线、食品加工生产线等。同步输送带有许多优点,具有非常高的可靠性和精度。同步传动机构可以准确传递运动轴传递的力矩,使得输送带的运动具有高度的稳定性和精度。同时,这种传动机构的结构简单,维护和维修都比较容易,且噪声小,寿命长。

乌鲁木齐食品输送带工业皮带
在硫化修补时应该注意哪些问题呢?其实也就和输送带接头方法一样。修补流程:1、现将旧的pv输送带断裂处擦拭干净,以免弄脏接头设备。2、确定好规格加长的话需要接两个头,缩短则不用。3、确定好后将输送带损坏部位应经行分层、打齿、对接。4、然后将打好的输送带齿对接,再用热风枪焊接在一起。5、使用热硫化修补器或硫化机进行加压、加温硫化。硫化修补时应该注意:1、根据输送带的损伤尺寸,沿损伤侧至少伸出15~20mm,划出切割修补线,45度角切割,并将损伤的盖胶剥离。切割时注意不要损坏下面的布层。2、硫化机控制器温度控制在145~150℃。当上、下硫化板温度稳定时,硫化时间为35~45分钟。(根据胶带的厚度,每4分钟可硫化1毫米左右的橡胶。)3、直到硫化板的温度降到70℃以下,可以释放硫化机的压力,然后可以拆下硫化机。