盐城食品输送带制造商哪家好
发布时间:2023-07-19 02:19:31
盐城食品输送带制造商哪家好
阻燃输送带又称为整芯阻燃输送带,是由整体带芯经聚氯乙烯浸渍糊浸渍塑化或硫化后做成,具有强度大、运量大、运输平衡等特点,同时该产品具备良好的阻燃、抗静电、抗冲击、耐磨损、耐腐蚀等性能。阻燃输送带主要适用于煤矿的井下运输,也可用于冶金、化工行业的物料运输。阻燃输送带产品特征。1、整体编织带芯在进入带轮时其拉力和伸长可达平衡;2、不会脱层。抗冲击撕裂性能优良;3、带芯浸PVC的边是封闭的,边部不易受磨损坏;4、接头打卡子和热胶接均可,维护容易;5、橡胶贴面型更耐磨、摩擦系数大,可比全塑型提升高度达2-6°zm.jt0.49。

盐城食品输送带制造商哪家好
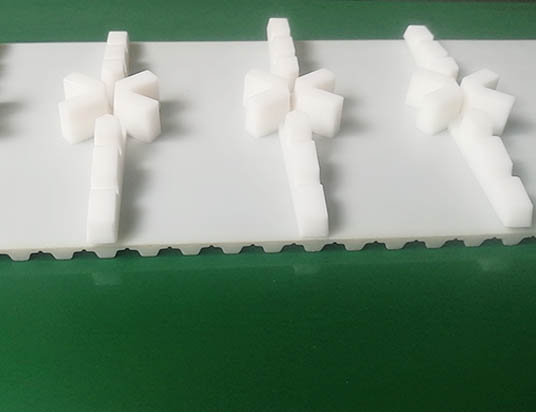
绿色草坪花纹输送带特点:通常情况下运输爬坡的物料大部分都是散状物料和包装物品。草纹输送带的规格可以按照客户的需求而定的,根据输送设备,定制合适设备的尺寸。大多数工厂使用草纹带的主要目的是为了节约占地面积,还可以节省设备投资和土地建设费,这也是为什么草坪花纹输送带越来越受欢迎的原因之一。绿色草坪花纹输送有高强度耐磨基带,具有更大的横向刚度和纵向灵活性。如果爬坡要求很高,可以加防止物体滑动的横向隔板。挡板和隔板的底部与基带的热硫化一体化。物料输送角度可增加(30-90度)。输送量大,提升高度高;从水平到倾斜或垂直的平稳过渡。防止从两边滑落,可以在草坪花纹输送带上加装裙边。轻巧的便携式输送带,具有较大的横向刚度和纵向柔性。
盐城食品输送带制造商哪家好
常用的花纹输送带品种如:人字形花纹输送带(人字输送带包括上凸、下凹人字输送带)、八字形花纹输送带、鱼骨花纹输送带、U形花纹输送带、圆柱形花纹输送带、麻点花纹输送带等,草型花纹输送带,或根据用户要求设计}、止水带、PVC或者PVG整芯阻燃带等;并能提供各种特殊性能的输送带(一般阻燃输送带、耐热输送带、耐灼烧输送带、高耐磨输送带、耐酸输送带、耐碱输送带、耐寒输送带、耐油输送带、耐高温输送带、高强力输送带及食品输送带、特氟龙输送带、不锈钢输送网带、链条输送网带、输送网带)。整芯阻燃输送带具备良好的阻燃、抗静电性能。整芯阻燃输送带是由整体带芯经聚氯乙烯浸渍糊浸渍塑化或硫化后做成,具有强度大、运量大、运输平衡等特点,同时该产品具备良好的阻燃、抗静电、抗冲击、耐磨损、耐腐蚀等性能。 本产品主要适用于煤矿的井下运输,也可用于冶金、化工行业的物料运输。整芯阻燃输送带可分为PVC型和PVG型。
盐城食品输送带制造商哪家好
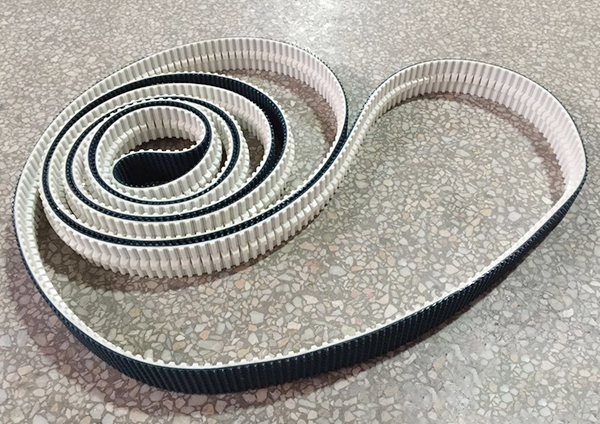
这款输送带是经过的食物级输送带,当输送带在工作过程中由于机器毛病或许输送带跑偏导致皮带发生碎屑,一旦碎屑沾到食物上,能起到警示效果,阐明这个食物现已遭到污染,而且小菱形斑纹能确保食物在运送过程中不会粘黏在输送带上。蓝色布纹PU输送带的效果跟蓝色PU钻石纹运送带是相同,都是起到色彩警示和防粘功能。轻型输送带主要分为PVC输送带和PU输送带,这两种材质外观非常相似,没有类似的经验真的挺难区分的,而这两款带子的价格又相差很大。如果本来需要PU的结果买成PVC用了,会有什么后果呢?PU是食品级的,如果食品行业选用了PVC,用不了多久输送带就会出现塑化,表面会出现小裂纹,部分增塑剂会塑化到食品中。其次PU材质本身耐酸碱,而PVC的效果差了很多,所以一旦使用环境有酸碱,PVC的寿命大大缩减,更换带子的成本和麻烦,我就不用细说了。PU的拉力和强度远大于PVC,所以如果滚筒电机不够大需选用2.0厚的PU,它的强度要4.0PVC的强度才能替代,用成2.0PVC的后,输送过程常出问题,那就是常态了。

盐城食品输送带制造商哪家好
但由于种种原因,输送带跑偏又是使用中较常出现的问题。这里简单分析一下其原因及排除方法:1.输送带出现延展,需要张紧。2.输送带两侧张紧未调平蘅,需要重新调校。注意,调校时只能点动输送带并及时观察调整效果,防止带侧在机架上挤死损坏带边及带卡死。如果真卡死了,就得把张紧全部松开,人工扳带到中间位置。3.输送带带卡松动或脱落,需要更换。4.V型托辊边支架受意外撞击移位,需要重新调校。如选用固定支架的输送机,则无此可能,但固定支架不能进行输送带局部跑偏的修正。5.机架受以外严重撞击变形。此故障不易发生,一旦发生,就需要对输送带进行整体重新调正。6.输送带严重磨损需要更换。

盐城食品输送带制造商哪家好
在硫化修补时应该注意哪些问题呢?其实也就和输送带接头方法一样。修补流程:1、现将旧的pv输送带断裂处擦拭干净,以免弄脏接头设备。2、确定好规格加长的话需要接两个头,缩短则不用。3、确定好后将输送带损坏部位应经行分层、打齿、对接。4、然后将打好的输送带齿对接,再用热风枪焊接在一起。5、使用热硫化修补器或硫化机进行加压、加温硫化。硫化修补时应该注意:1、根据输送带的损伤尺寸,沿损伤侧至少伸出15~20mm,划出切割修补线,45度角切割,并将损伤的盖胶剥离。切割时注意不要损坏下面的布层。2、硫化机控制器温度控制在145~150℃。当上、下硫化板温度稳定时,硫化时间为35~45分钟。(根据胶带的厚度,每4分钟可硫化1毫米左右的橡胶。)3、直到硫化板的温度降到70℃以下,可以释放硫化机的压力,然后可以拆下硫化机。